Takt Time
Takt Time é a taxa a que os produtos ou serviços devem ser produzidos para satisfazer a taxa da procura do cliente. É derivado da palavra alemã Taktzeit, que é frequentemente referida como o batimento cardíaco ou a batida do tambor da produção em Lean Manufacturing.
O valor, em conjunto com as taxas de carga (produção) actuais, é utilizado para analisar cargas de processo, estrangulamentos, e excesso de capacidade. O estudo indicará quais as operações que estão à frente da taxa de procura e quais as que não estão, ambas indicando oportunidades de melhoria. Isto é estritamente uma fórmula e um cálculo. Utiliza-a para comparar a “carga” medida para quantificar se uma operação cumpre ou excede o tempo takt e por quanto.

br> A unidade de tempo no numerador & o denominador deve ser o mesmo.
O numerador, Tempo de Trabalho Disponível, é frequentemente expresso como Minutos/Shift, Segundos/Dia, Minutos/Dia e assim por diante.
O denominador, Taxa de Procura do Cliente, é frequentemente expresso como Peças/Mín, Unidades/Shift, Peças/Dia, e assim por diante.
EXEMPLO:
O primeiro processo é rotulado PROCESSO 1 porque se a quantidade de tempo de trabalho disponível OU a procura nessa máquina ou grupo de máquinas em particular variar de um processo para outro, então cada processo terá o seu próprio tempo takt.
br>
 |
Uma calculadora Takt Time (juntamente com outros modelos e calculadoras) com um exemplo está disponível aqui. As fórmulas dentro da folha de cálculo são visíveis para ajudar a compreender o impacto das entradas. |
Valores de tempo Takt raramente são os mesmos em todo o fluxo de valores se o layout for departamentalizado. É provável que estas máquinas (processos ou serviços) partilhem a procura. No entanto, em muitas células de trabalho, todas as máquinas têm a mesma taxa de procura do cliente e o mesmo tempo de trabalho disponível, tornando a actividade de balanceamento de linha uma tarefa mais fácil.
Exemplo:
Se o Cliente A encomendar 55.000 unidades/dia que requerem o Processo 1 (de cima) e estas unidades também requerem o Processo 2 a jusante
e>br>Cliente B agora coloca uma encomenda e quer 55.000 unidades/dia que requerem o Processo 1 mas NÃO o Processo 2….., então o tempo takt para cada processo é diferente.
Dado o trabalho disponível é o mesmo para cada processo a 22 horas/dia = 1.320 minutos por dia = 79.200 seg/dia.
CÁLCULO:
Processo 1: Tempo Takt = 79.200 seg/dia / 110.000 unidades/dia = 0,72 Segundos / Unidade
>p>Processo 2: Tempo Takt = 79.200 seg/dia / 55.000 unidades/dia = 1,44 Segundos / Unidade
Conclusão
A taxa de carga (taxa de produção) deve ser duas vezes mais rápida no Processo 1 do que no Processo 2 para acompanhar a procura do cliente.
As operações que têm um desempenho melhor do que o tempo takt também têm oportunidade de melhoria; muitas vezes a carga de um processo que está atrasado pode ser descarregada e partilhada. A quantidade é determinada pelas diferenças nos estudos de carga e tempo takt actuais para cada processo.
Nivelar a carga de trabalho, equilíbrio de linha, ao longo dos processos, estudando estes valores é o trabalho da equipa.
O estudo é normalmente representado utilizando gráficos de barras e não só mostrará estrangulamentos ou excesso de capacidade, mas também quantificará a quantidade e a relatividade entre todas as operações.
br>>>h2>Interpretar o gráfico
O gráfico abaixo mostra os resultados de uma avaliação dos nove processos (A-H) para produzir um determinado produto.
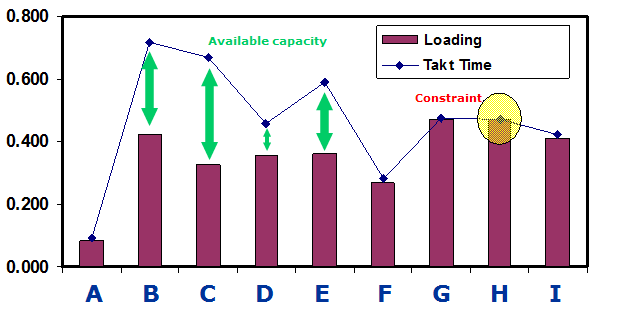
Quais são os takeaways?
- Processos B,C,D,E têm capacidade excedentária uma vez que estão a exceder a procura do cliente ou o tempo takt. Em tal situação, avaliar a mão-de-obra para a possibilidade de a deslocar para uma operação de restrição ou reduzir as horas extraordinárias.
- Processos A, F, G, H, e eu estamos quase perfeitamente combinados e a executar no tempo takt. Na realidade, isto é muito difícil de conseguir e manter a carga ao nível exacto do tempo takt. Para um, o tempo do takt muda frequentemente (as exigências do cliente mudam).
Li>Processo H pode ser um constrangimento menor. Talvez um evento SMED possa produzir melhorias suficientes para aliviar qualquer estrangulamento.
Neste tipo de situação, não deve haver quaisquer entregas tardias ao cliente. É claro que isto é um instantâneo no tempo. Se o carregamento ou o tempo de takt têm muita volatilidade (ou variação), então isso não vai aparecer necessariamente neste gráfico. Como com qualquer ferramenta que represente um instantâneo no tempo, a variação pode resultar em muitos problemas.
br>>>h2>Bottlenecks
Bottleneck operations are those operations where the Load Cycle > Takt Time.
Os membros da equipa provavelmente já sabem que operações têm capacidade e quais são as restrições, mas o que não sabem é a extensão ou o grau e quantidade em comparação com os outros processos.
A fim de satisfazer as exigências de entrega do cliente, cada estrangulamento terá de ser resolvido para que o carregamento seja mais rápido do que o tempo de takt.
Mas onde concentrar os seus esforços primeiro?
O estudo apenas fornecerá números. Um pequeno constrangimento numa área devido a uma grande quantidade de sucata e retrabalho pode ser muito mais dispendioso em geral do que um constrangimento de tempo maior noutra área.
Estes números juntamente com o raciocínio sobre custos, sucata, e outras medidas subjectivas são para a equipa determinar a prioridade para as melhorias.
É por isso que um profissional de Finanças e os principais interessados devem contribuir para a equipa. Como gestor de projecto Six Sigma, só pode apresentar os números mas também oferecer o que NÃO está nos números que poderiam mudar as prioridades.
O objectivo é conseguir o equilíbrio de toda a linha ao mesmo tempo que se elimina o desperdício. A redução de resíduos (retrabalho, sucata, excesso de produção e outros 7-Resíduos) deve ser orientada de forma agressiva e depois deve ser feito um estudo de carga antes de investimentos significativos no equilíbrio da linha.
Videos & Mais exemplos
p>Voltar para a fase IMPROVE
Voltar para LEAN MANUFACTURING
Subscrever para aceder a todo o site
Templates, Tabelas, e Calculadoras
Retroceder ao Seis-Sigma-Página Inicial do Material
>br>>>
Artigos recentes




-
t-distribuição, t-teste
Mar 11, 21 10:56 AM

Explorar a distribuição t e o teste t, 1 teste t de amostra, 2 teste t de amostra
-
Six Sigma Material, Formação, Cursos, Calculadoras, Certificação.
Jan 29, 21 11:01 AM
Um site com o material Six Sigma mais comum, vídeos, exemplos, calculadoras, cursos, e certificação.
-
Six Sigma Certification, Green Belt and Black Belt Certification
Jan 06, 21 08:32 AM
Descreve os tipos de certificação Seis Sigma como Green Belt, Black Belt, e Master Black Belt